

Vacuum Infusion Process
This article shows the benefits of the Vacuum Infusion Process and how the possible pitfalls can be eliminated with a consumable called MTI® hose.
The Vacuum Infusion Process, or VIP for short is a composite process that offers the ability to create superior products out of fiber-reinforced plastics which are light in weight yet extremely strong.
The Vacuum Infusion Process uses the differential pressure between a closed mold system and the atmospheric pressure as the driving force to push the resin into the laminate. The ratio between fiber to resin is significantly enhanced resulting in additional competitive advantages that aren’t available in the traditional hand lay-up technique for example. The closed mold process is also very clean. This results in less wasted resources and since epoxy allergy is still one of the evident dangers, minimal exposure to this material is desirable.
The process starts with the dry reinforcement materials being placed on the mold’s surface. Specific types of flow media are then used to facilitate the resin flow. Tubing is inserted and a vacuum bag on top of the laminate is sealed on the molds perimeter – creating a closed mold system. Then a vacuum pump is used to evacuate the bagged system. The differential pressure between the low inbag pressure and the higher atmospheric pressure than pushes the resin into the cavity and across the laminate. During this step the laminate is compacted, pushing the resin into the porous material until it is completely saturated.
With the ability to drive the resin into the part during the process, a better distribution and yield ratio of fiber to resin is possible. Excess resin results in products that weigh more and are brittle. These drawbacks are eliminated with the Vacuum Infusion Process. In an industry and consumer market where lighter and stronger is better, the Vacuum Infusion Process is a proven and effective advantage in composite production leading to many enhancements over traditional methods.
Benefits of the Vacuum Infusion Process (VIP)
There are several benefits to the Vacuum Infusion Process over other traditional methods. Some of which have already been mentioned above. Below is a tentative list of benefits as to why you should be using Vacuum Resin Infusion rather than open mold techniques.
- Low initial investment to get started
- Stronger products because of better consolidation ratios and better bonding
- Reduced production costs (less wasted resin and errors)
- Lighter products (reduced resin and calculated thickness)
- Consistency (product quality can be controlled with greater certainty of perfection)
- Environmentally friendly (reduced VOCs and HAPs, and better worker conditions as well)
- Large projects (VIP aids the easy production of large structures – boat hulls and more)
- No rushing for time constraints
- Thickness control
In making the decision to switch to VIP there will be some slight downtime in order to allow for the transition to Vacuum Resin Infusion. But that is quickly recouped with the benefits of the process over other techniques in the long-run. Most individuals are able to quickly learn the process (we also offer on-site training courses). This makes the conversion an even more attractive option for composite production.
The ability to reduce skin contact and odors increases the safety of the production processes.
Resin is cured inside a bagged system. This reduces fumes of volatile organic compounds and air pollutants. This can also result in greater employee morale and better overall company recognition and image for supporting environmental preservation efforts.
Dry Spots – How to Avoid
We clearly realize the great advantages of the Vacuum Infusion Process in comparison to wet lay-up or wet lay-up and vacuum bagging. But there are still some wasteful areas caused by the standard VIP process materials (consumables). By using a spiral wrap as the evacuation line, you run the risk of getting dry spots. When resin reaches the spiral wrap (the standard VIP evacuation line) it can easily been drawn out of the mold cavity since there is no barrier preventing that. The calculation of the resin flow path varies depending on certain parameters. E.g. the lamination stack is not homogeneous in terms of permeability. But resin runs faster through areas with less resistance compared to those with higher resistance. That increases the risk of producing dry areas which are not saturated by resin especially with more complex designed molds.
Pinholes – How to Avoid
Furthermore, the permanent existing vacuum drives the resin out of the laminate into the bleeder fabric and/or resin trap. That leads to voids in the surface caused by pinholes. Pinholes are tiny holes on the surface which are hard to fix and require post treatment, resulting in additional labor costs. This is particularly evident with cosmetic carbon fiber parts. These parts are just covered with a clear coat and pinholes affect their processing costs tremendously.
Also, to protect the vacuum pump from resin being sucked out of the mold system, the standard VIP has to apply a resin catch pot or resin trap.
Above all, the permanent existing vacuum in the system is the driving force for potential embedded air bubbles. They are able to grow to their maximum size in the vacuum atmoshere which can cause voids in the laminate.
To overcome these process uncertainties within the standard Vacuum Infusion Process and its counterpart of costly autoclave technology, the MTI® hose was developed by German engineers. The functionality of Membrane Tube Infusion (MTI®) is based on a micro-porous membrane hose which offers permeability to gas yet is impenetrable to resin. An integrated spiral hose also ensures an effective airflow channel for best evacuation performance even under the highest bag pressure.
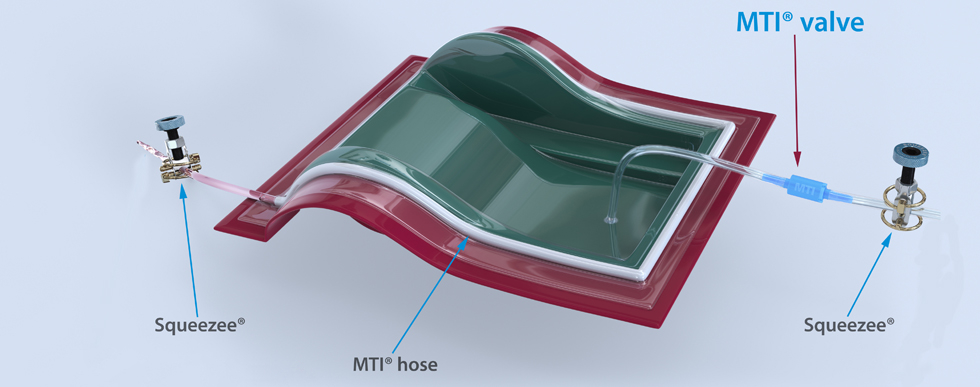
The scheme of a Vacuum Infusion Process using the MTI® hose
How to improve the Vacuum Infusion Process
The aid of MTI® hose in the Vacuum Infusion Process ensures that exact calculations of resin usage on a consistent basis can be accomplished. It also eliminates a resin trap completely – no matter where the resin feed line is placed. This can offer a serious competitive advantage, reducing production costs and streamlining the vacuum infusion process.
By utilizing the MTI® system resin can not been drawn out of the laminate. So the risk of getting dry spots will be tremendously reduced.
Controlling Fiber-to-Volume-Ratio with the MTI® hose
When the MTI® hose is completely covered with resin it shuts the way to the vacuum pump. The pressure in the bagged system is than determined only through the height difference between mold and resin source. This offers the possibility to control the fiber-to-Volume Ratio of the laminate as well as the thickness. Also the reduced pressure leads to the collapse of potentially embedded air bubbles.
If you’re already using a Vacuum Infusion Process, you can easily implement the MTI® hose. Simpy replace the existing spiral hose that is present.
Recent developments in VIP technology have made it the leading choice in part production. Resin distribution is significantly enhanced and the use of flow media in the vacuum bag offers superior transport qualities. Touting faster processes and increased efficiency in saturation, Vacuum Resin Infusion is leading the industry. It enables cutting-edge part production, high quality and cost savings. The Vacuum Infusion Process also allows for (versus traditional methods) the ability to make adjustments by stopping the vacuum and then restarting before the process has begun. So you don’t have to race against initial setting times as outlined in the benefits section above.